হিটিং সিস্টেমের জন্য নিকেল প্রলেপযুক্ত এইচ ভালভ


পণ্যের বিবরণ
ওয়ারেন্টি: ২ বছর বিক্রয়োত্তর সেবা: অনলাইন কারিগরি সহায়তা
ব্রাস প্রজেক্ট সলিউশনের সক্ষমতা: গ্রাফিক ডিজাইন, থ্রিডি মডেল ডিজাইন, এবং এর জন্য সম্পূর্ণ সমাধান
প্রকল্পসমূহ, আন্তঃশ্রেণী একত্রীকরণ
প্রয়োগ: বাড়ি অ্যাপার্টমেন্ট ডিজাইন শৈলী: আধুনিক
উৎপত্তিস্থল: ঝেজিয়াং, চীন ব্র্যান্ডের নাম: সানফ্লাই
মডেল নম্বর: XF60635B/XF60636B
ধরণ: ফ্লোর হিটিং সিস্টেম কীওয়ার্ড: এইচ ভালভ, সংযোগ ইউনিট
রঙ: নিকেল প্রলেপযুক্ত আকার: ১/২” ৩/৪”
সর্বনিম্ন অর্ডারের পরিমাণ (MOQ): ১০০০ নাম: হিটিং সিস্টেমের জন্য নিকেল প্লেটেড এইচ ভালভ
 | ১/২” | |
 | ৩/৪” | |
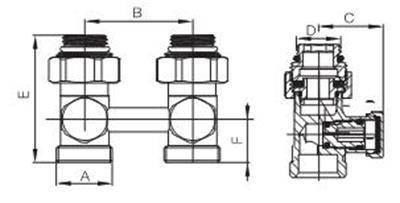 | A | জি৩/৪” |
| B | 50 | |
| C | 30 | |
| D | জি৩/৪” | |
| E | ৬২.৭ | |
| F | 21 | |
পণ্যের উপাদান
পিতলের Hpb57-3 (গ্রাহকের চাহিদা অনুযায়ী অন্যান্য তামার উপকরণও গ্রহণ করা হয়, যেমন Hpb58-2, Hpb59-1, CW617N, CW603N ইত্যাদি)
প্রক্রিয়াকরণের ধাপগুলি
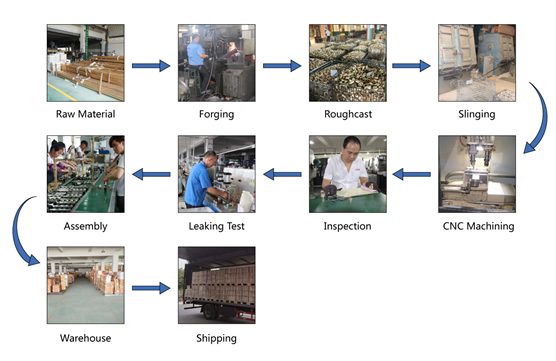
কাঁচামাল, ফোরজিং, রাফকাস্ট, স্লিঙ্গিং, সিএনসি মেশিনিং, পরিদর্শন, লিকেজ টেস্ট, অ্যাসেম্বলি, ওয়্যারহাউস, শিপিং
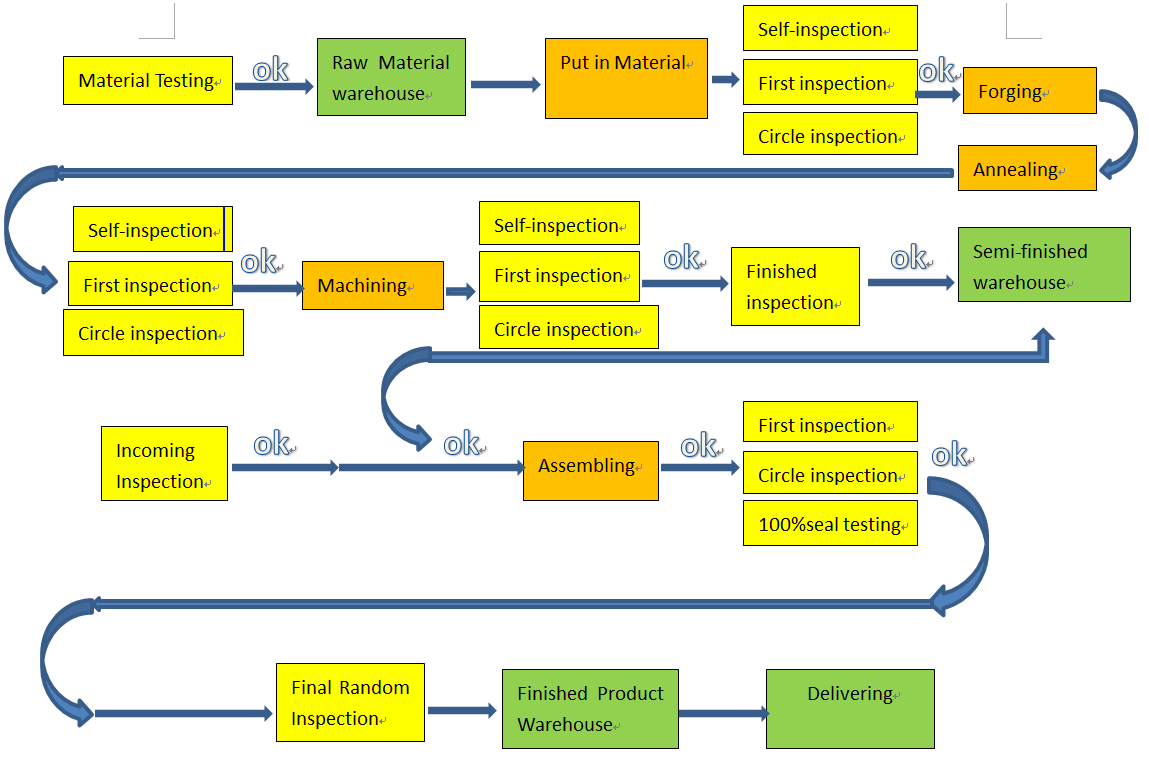
উপকরণ পরীক্ষা, কাঁচামালের গুদাম, উপকরণ রাখা, স্ব-পরিদর্শন, প্রথম পরিদর্শন, চক্রাকার পরিদর্শন, ফোরজিং, অ্যানিলিং, স্ব-পরিদর্শন, প্রথম পরিদর্শন, চক্রাকার পরিদর্শন, মেশিনিং, স্ব-পরিদর্শন, প্রথম পরিদর্শন, চক্রাকার পরিদর্শন, সমাপ্ত পণ্যের পরিদর্শন, আধা-সমাপ্ত পণ্যের গুদাম, অ্যাসেম্বলিং, প্রথম পরিদর্শন, চক্রাকার পরিদর্শন, ১০০% সিল পরীক্ষা, চূড়ান্ত দৈবচয়ন পরিদর্শন, সমাপ্ত পণ্যের গুদাম, ডেলিভারি
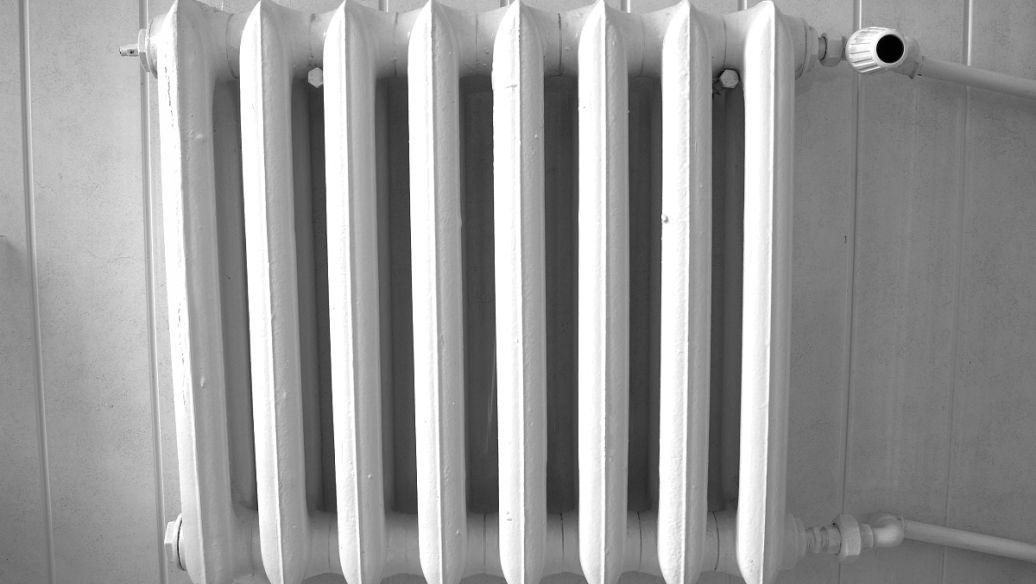
অ্যাপ্লিকেশন
রেডিয়েটর অনুসরণ, রেডিয়েটরের আনুষঙ্গিক সরঞ্জাম, হিটিং আনুষঙ্গিক সরঞ্জাম।
প্রধান রপ্তানি বাজার
ইউরোপ, পূর্ব ইউরোপ, রাশিয়া, মধ্য এশিয়া, উত্তর আমেরিকা, দক্ষিণ আমেরিকা ইত্যাদি।
পণ্যের বিবরণ:
কাজের মূলনীতি:
টু-পাইপ হিটিং সিস্টেমের রেডিয়েটর সংযোগ ইউনিটটি পরস্পর সংযুক্ত দুটি ভালভ কন্ট্রোল ভালভ নিয়ে গঠিত, যার একটি সাপ্লাই পাইপের সাথে এবং অন্যটি রিটার্ন পাইপের সাথে যুক্ত থাকে।
যেকোনো প্রবাহের দিক অনুমোদিত, কারণ উভয় দিকেই কাজের বৈশিষ্ট্য একই। একটি হেক্স রেঞ্চ ব্যবহার করে টিউনিং স্লিভটি ঘুরিয়ে ভালভের মধ্য দিয়ে কুল্যান্টের প্রবাহের হার সামঞ্জস্য করা হয়।
যখন টিউনিং স্লিভটি ঘড়ির কাঁটার দিকে ঘোরানো হয়, তখন এটি সিটের উপর নেমে এসে ভালভটি বন্ধ করে দেয়। এবং এর বিপরীতে, যখন স্লিভটি ঘড়ির কাঁটার বিপরীত দিকে ঘোরে, তখন এটি উপরে উঠে ভালভটি খুলে দেয়।
অপারেশন চলাকালীন প্রবাহ নিয়ন্ত্রণ করা যেতে পারে। অ্যাডজাস্টিং স্লিভটিকে ঘড়ির কাঁটার দিকে ঘুরিয়ে যতক্ষণ না এটি থেমে যায়, ততক্ষণ পর্যন্ত ফিড বা রিটার্ন রেডিয়েটর পাইপটি ব্লক করা যেতে পারে।
স্থাপন নির্দেশাবলী:
রেডিয়েটর সংযোগ ইউনিটটি দুই-পাইপ হিটিং সিস্টেমে এমন রেডিয়েটরগুলিকে সংযোগ করতে ব্যবহৃত হয়, যেগুলির নিম্ন সংযোগগুলির কেন্দ্র দূরত্ব ৫০ মিমি।
ইউনিটটি স্থাপন করার আগে, পাইপলাইনটি অবশ্যই মরিচা, ময়লা, আস্তরণ, বালি এবং অন্যান্য বহিরাগত কণা থেকে পরিষ্কার করতে হবে যা পণ্যের কার্যকারিতাকে প্রভাবিত করে। হিটিং সিস্টেম এবং তাপ সরবরাহ ব্যবস্থা স্থাপনের শেষে পানি দিয়ে ততক্ষণ পর্যন্ত ধুতে হবে যতক্ষণ না কোনো যান্ত্রিক সাসপেনশন ছাড়া তা বেরিয়ে আসে।
রেডিয়েটরকে দূর থেকে বের হওয়া পাইপের সাথে সংযোগ করার জন্য ডাইরেক্ট অ্যাসেম্বলি এবং দেয়াল থেকে বের হওয়া পাইপের সাথে সংযোগ করার জন্য কর্নার অ্যাসেম্বলি ব্যবহার করা হয়। বাইরের দিকে থ্রেডযুক্ত সংযোগকারী আউটপুট সহ রেডিয়েটরের সাথে H-আকৃতির অ্যাসেম্বলির সংযোগ ইউনিয়ন নাট (4) ব্যবহার করে করা হয়। যদি রেডিয়েটরের সংযোগকারী আউটপুটে 1/2” অভ্যন্তরীণ থ্রেড থাকে, তাহলে ইউনিটটি ট্রানজিশনাল নিপল ব্যবহার করে সংযুক্ত করা হয়। আপনাকে প্রথমে অ্যাডাপ্টার নিপলগুলিকে রেডিয়েটরের আউটপুটে স্ক্রু করে লাগাতে হবে, তারপর অ্যাসেম্বলিটি সংযুক্ত করে নাটগুলি শক্ত করতে হবে। অ্যাসেম্বলিটি পাইপলাইন থেকে কোনো চাপের (বাঁকানো, সংকোচন, টান, মোচড়, বিকৃতি, কম্পন, পাইপের ব্যবধান, ফাস্টেনারের অসমতা) সম্মুখীন হওয়া উচিত নয়। প্রয়োজনে, পাইপলাইন থেকে পণ্যের উপর লোড কমানোর জন্য সাপোর্ট বা কম্পেনসেটর সরবরাহ করা উচিত।
সংযুক্ত পাইপলাইনগুলির ক্ষয়ক্ষতি ১ মিটার পর্যন্ত দৈর্ঘ্যে ৩ মিমি এবং পরবর্তী প্রতি মিটারের জন্য ১ মিমি-এর বেশি হওয়া উচিত নয়। অ্যাসেম্বলিটি এমনভাবে স্থাপন করতে হবে যাতে শাট-অফ এবং কন্ট্রোল ভালভের টিউনিং মেকানিজমে অবাধ প্রবেশাধিকার থাকে। স্থাপনটি পরীক্ষা করুন।
ব্যবহার ও রক্ষণাবেক্ষণের নির্দেশাবলী:
প্রযুক্তিগত বৈশিষ্ট্যের সারণিতে প্রদত্ত চাপ এবং তাপমাত্রা অতিক্রম না করে রেডিয়েটর সংযোগ ইউনিটটি অবশ্যই পরিচালনা করতে হবে।
পণ্যটির ইনস্টলেশন ও অপসারণ, সেইসাথে যেকোনো মেরামতের কাজ সিস্টেমে চাপ না থাকা অবস্থায় করা উচিত। সরঞ্জামটিকে পারিপার্শ্বিক তাপমাত্রায় ঠান্ডা হতে দিন। কার্যরত অবস্থায় প্রবাহের হার সমন্বয় করা যেতে পারে। প্রথমে, ভালভটি সম্পূর্ণরূপে বন্ধ করুন। এটি করার জন্য, সুরক্ষামূলক কভারটি খুলে ফেলুন, এবং তারপর অ্যালেন কী ব্যবহার করে অ্যাডজাস্টমেন্ট স্লিভটিকে ঘড়ির কাঁটার দিকে ঘোরান যতক্ষণ না এটি থেমে যায়।
এরপর আপনাকে প্রয়োজনীয় প্রবাহ হার নির্ধারণ করতে হবে। এটি করার জন্য, একই চাবি ব্যবহার করে টিউনিং স্লিভটিকে ঘড়ির কাঁটার বিপরীত দিকে প্রয়োজনীয় সংখ্যক বার ঘোরান (প্রবাহ এবং চাপ হ্রাসের গ্রাফ অনুযায়ী)। তারপর সুরক্ষামূলক কভারটি আবার লাগিয়ে দিন। এই সমন্বয় শুধুমাত্র সাপ্লাই পাইপ ভালভ অথবা রিটার্ন পাইপ ভালভেই করতে হবে।






